Giới thiệu dây chuyền sản xuất thạch cao bột dùng trong xây dựng năng suất 20 nghìn tấn / năm
1. Giới thiệu:
Dây chuyền bột thạch cao được thiết kế theo năng suất 20,000 tấn / năm. Sử dụng ít nhân công, công nghệ tiên tiến, chất lượng bột ổn định, dây chuyền có tính bảo vệ môi trường cao, hiệu suất lớn.
2. Quy trình sản xuất
Thời gian đập: 300 ngày × 8tiếng
Nghiền: 300 Ngày × 24 giờ
Nồi hơi: 300 Ngày × 24Giờ
Vận chuyển liệu: 300 ngày × 24Giờ
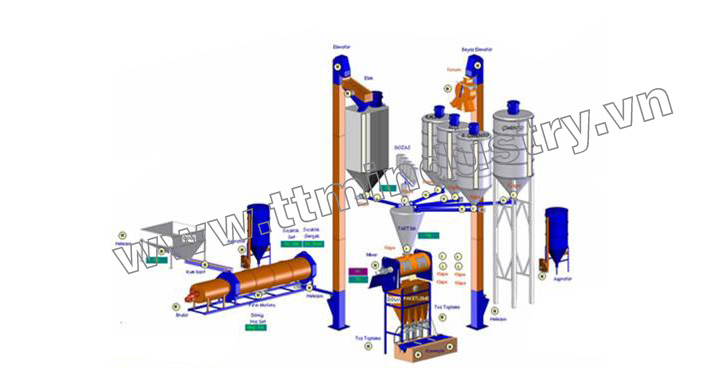
3. Tổng quan công nghệ:
Máy nghiền đập vỡ các viên đá to thành các viên nhỏ, sau khi lưu trữ và vận tải bằng băng chuyền, nguyên liệu được đưa vào máy nghiền, sau đó bột được đưa vào hệ thống lò tầng sôi để nung. Các viên không đúng tiêu chuẩn được qua trở lại máy nghiền. sau khi thạch ca được can xi hóa, được chuyển tới thùng chứa. chờ đóng gói
4. Giới thiệu thiết bị chính của dây chuyền sản xuất bột thạch cao:
4.1 Giới thiệu lò nung và lò thổi khí nóng
Thông số kỹ thuật và năng suất chính của lò nung như sau :
+ Đường kính : 2000mm.
+ Chiều cao tổng : 4000
+ Công suất xả : 6,5m3
+ Năng suất trung bình : 3,2tấn/h.
+ Tiêu hao thiết kế : 400000 kcalT
+ Diện tích tiếp nhiệt : 45m2
+ Độ giãn nở của trục chuyển động : 16,5vòng/phút.
+ Trọng lượng toàn bộ : 7,4 tấn
Có một cái lỗ ở phía trên của lò nung để đưa nguyên liệu vào lò và một lỗ để xả hơi sinh ra do quá trình khử nước xả ra. Ở trên đầu của dàn ống lò nung có một lỗ xả tràn để đưa nguyên liệu ra. Trong phần dưới tương ứng vị trí một lỗ để sử dụng trong trường hợp mất điện hoặc các sự cố khác.
Lò nung với khối thép nhiệt độ cao mà có thể làm việc trong một thời gian dài trong điều kiện 560độ C và phía dưới đáy lò và ống lò được hàn bằng công nghệ đặc biệt.
Cấu trúc của lò nung bao gồm ba khối:
Lò nung thổi gió nóng kiểu liên tục được làm từ hai phần : Buồng đốt tĩnh bằng tay và khói thải chín được dẫn ra ngoài theo đường biên của thân lò nung, bọc cách nhiệt và bao phủ thép.
Buồng đốt được làm bằng gạch chịu lửa, kết cấu thép và ghi lò định vị kiên cố và đỏ hồng. Thông số cụ thể như sau:
+ Diện tích ghi lò : 1,4m2
+ Mật độ truyền nhiệt nóng của ghi lò : 756kW/m2
+ Thể tích truyền nhiệt nóng của ghi lò : 232kW/m2
+ Lượng nhiệt cung cấp thiết kế : 145x10kcal/h
+ Nhiên liêu thiết kế là than khói loại 2 : Qd=5500kcal/h
Đối với các cấu trúc của các chi tiết đặc biệt, cấu trúc của lò nung, thân lò thổi gió nóng và nhiên liệu nên được làm từ bê tông chịu nhiệt bền vững. Để tăng mật độ nhiệt và giảm tổn thất nhiệt thì lớp cách nhiệt nằm ở ngoài lớp chịu lửa mà được làm từ đá chân trâu phồng. Để bảo đảm thân lò có thể bảo dưỡng và không bị biến dạng bởi nhiệt thì phần bên ngoài của thân lò được định vị bằng các tấm thép.
Sau khi khói nóng được thải ra từ buồng đốt được hoà trộn, tâm buồng đốt, phía sau đáy lò nung, ống khói và rồi đi vào tâm bên trong của ống lửa của lò nung, sau quá trình xả khói ở miệng khói để đi vào trong thiết bị lọc bụi để lọc sạch bụi và như vậy là đã tống ra được khỏi lò
Để đảm bảo nhiệt độ trong lò ổn định, chúng ta phải đảm bảo nhiệt độ khói nóng trong lò có thể cung cấp một lượng nhiệt cho nguyên liệu. Về gian đoạn thứ hai và thứ ba của việc sản xuất tấm, vữa thạch cao, dưới các điều kiện nhiệt độ của nguyên liệu trong khoảng 140 – 160độ C, thì nhiệt độ buồng đốt phải được điều khiển trong khoảng 700-800độ C thì mới đảm bảo có thể thay đổi được nhiệt ở trong lò.
Thiết kế này được sử dụng cho hầm đốt thông thường, bằng việc điều chỉnh bằng tay. Nếu sử dụng thiết bị ghi lò hoặc khí thiên nhiên hoặc dầu nặng để làm nhiên liệu đốt cho mỏ đốt, việc hiệu chỉnh và điều khiển mỏ đốt có thể thực hiện tự động.
4.2 Chế độ làm việc điều khiển tự động của lò nung và lò thổi khí nóng
4.2.1 Điều khiển tự động lò nung.
Qúa trình sản xuất trong lò nung kiểu liên tục được thực hiện bằng điều khiển tự động và đó là điểm cơ bản của nó. Theo nhiệt độ của nguyên liệu để điều khiển lượng nguyên liệu, tới khi chắc chắn đạt tới cân bằng và tiếp tục sản xuất. Thiết kế này sử dụng các ứng dụng của thước đo quan trọng để thực hiện điều khiển tự động nó, sơ đồ khối của nó như sau:
Nhiệt độ------> Bộ điều nhiệt------> Lỗ cấp liệu ------>Chương trình kiểm tra nhiệt độ
Nguyên lý sản xuất của lò nung kiểu liên tục đã được giới thiệu ở phần trước. Gía trị hiển thị của nhiệt độ nguyên liệu trong lò nung phụ thuộc vào thạch cao nguyên liệu, lưu lượng trong lò gió nóng, dụng cụ đo. Và như thế chúng ta chọn độ chính xác cao và đáp ứng nhiệt điện trở bạch kim nhanh để đo nhiệt độ của nguyên liệu mà Dấu hiệu của nó thay đổi sau khi cung cấp cho bộ điều nhiệt, sau đó sự làm việc của bộ PID được bật nhờ bộ điều nhiệt. Rồi ở đầu ra tác động điều khiển thiết bị cấp nguyên liệu để ước lượng, để đảm bảo nhiệt độ nguyên liệu ổn định. Khi việc ước lượng giảm đáp ứng cho đến khi ngừng cấp nguyên liệu và khi nhiệt độ nguyên liệu lại đạt được một giá trị chắc chắn. Thiết bị điều khiển tự động lỗ cấp liệu để lại cấp liệu vào lò nung, đạt được mục đích để đầu ra sản phẩm được liên tục.
4.2.2 Điều khiển sự làm việc của lò thổi gió nóng.
Nếu sử dụng lò nung kiểu liên tục thì sự làm việc của lò thổi gió nóng là rất quan trọng. ý nghĩa của việc điều khiển lượng nhiệt cung cấp bởi lò thổi gió nóng và nhiệt độ vào và ra. Để khuyếch đại đến nhiệt độ nguyên liệu ổn định. Chúng ta nên duy trì nhiệt độ của nguồn nhiệt để cung cấp đủ lượng nhiệt. Lượng nhiệt của lò thồi gió nóng tăng lên để thiết kế để tiêu thụ nóng và nhiệt độ tăng lên để điều khiển. Một vài nguyên liệu được đưa ra : Đối với thạch cao 75-80% thì nhiệt độ trong lò nung là 140-160độ C, nhiệt độ vào sẽ cao hơn 700độ C nhưng sau khi đi qua dàn ống của lò nung thì nhiệt độ của khói thải của ống khói phải thấp hơn 400độ C. Hiệu nhiệt độ giữa đầu vào và đầu ra lớn hơn nghĩa là sự thay đổi nhiệt lớn hơn và đầu ra cao hơn, nói cách khác là dấu hiệu của khả năng trao đổi nhiệt không tốt.
Bản thiết kế lắp đặt theo năng suất xác định cuối cũng trong đướng ống khói nóng và lắp đặt buồng đốt và ứng dụng dụng cụ kiểm tra nhiệt độ khói thải, cốt để mà kiểm tra và điều khiển. Sự chỉnh lý và quá trình sản xuất hiện tại của thiết kế này.